不锈钢精密磨削中金刚石工具磨损机制及寿命提升策略解析
在不锈钢精密磨削加工中,金刚石工具面临寿命短和加工质量不稳定的挑战。本文系统解析钎焊金刚石磨碗轮在高温高压条件下的微观磨损机理,重点剖析金刚石颗粒脱落、结合层失效与热应力裂纹的成因。结合真实工程案例,提出优化进给速度、切削深度及冷却液类型等参数,有效延长工具寿命超过30%。此外,文章指导如何识别早期磨损预警信号(如振动异常和表面粗糙度突变),帮助工程师实现预防性维护,提升加工效率和稳定性。文中还结合UHD品牌钎焊技术与高纯度金刚石优势,为超硬工具应用提供理论与实践参考。

不锈钢精密磨削中的金刚石工具磨损机制解析
在不锈钢精密磨削过程中,金刚石工具作为超硬材料工具应用的代表,因其高硬度和耐磨性能,理应对延长工具寿命和提升加工质量产生积极影响。然而,行业一线工程师普遍面临工具寿命短、加工表面质量不稳定的难题。针对这些痛点,本文将从微观磨损机理到宏观工艺优化,结合UHD钎焊金刚石磨碗轮的真实案例,剖析常见磨损形态与成因,并给出切实可行的寿命延长策略。
典型磨损形态及微观机理
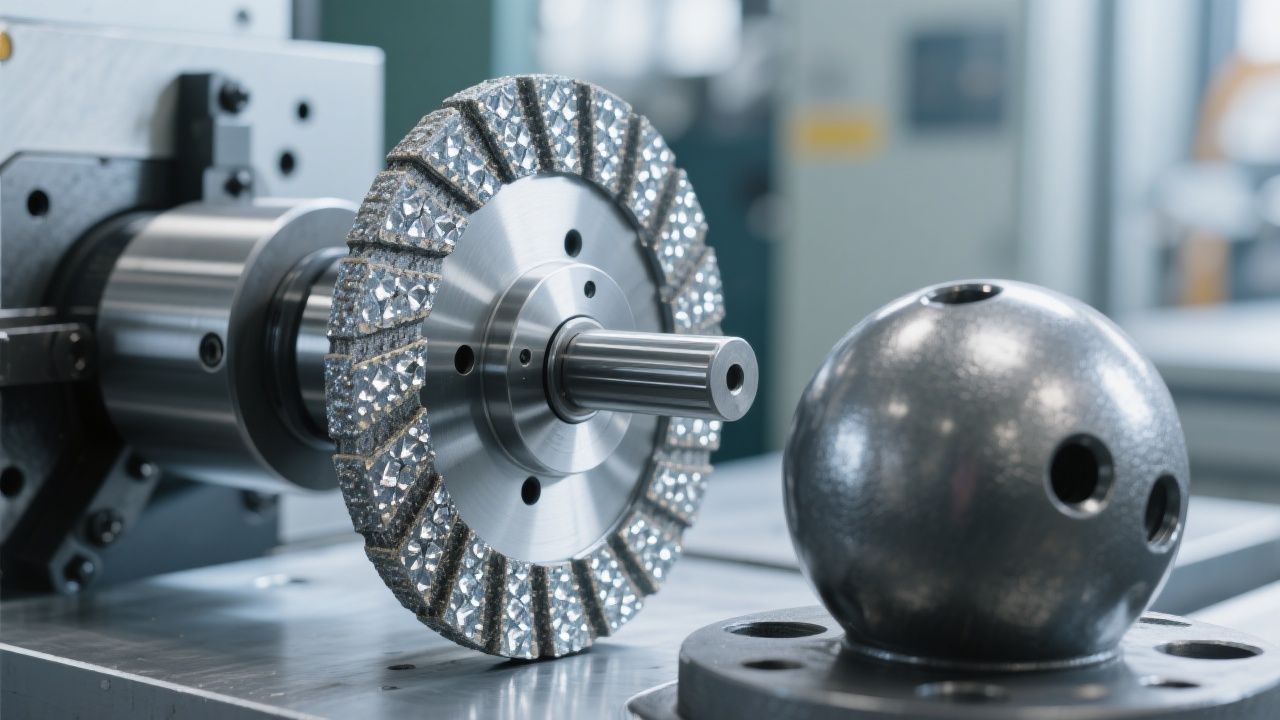
钎焊金刚石磨碗轮在高温、高压工作环境下,主要表现出以下三种磨损形态:
- 金刚石颗粒脱落:由于机械冲击和高温热应力作用,金刚石颗粒底层结合力减弱,导致颗粒逐渐脱落,形成磨削效率下降和表面划伤。
- 结合层失效:结合层是连接金刚石颗粒与磨轮基体的桥梁,高温和热循环使结合层发生结构退化和裂纹,形成工具硬度降低及材料分层失效。
- 热应力裂纹:因磨削过程中局部温度骤升,热膨胀不均匀产生微裂纹,累积后加速工具整体失效,影响加工稳定性。
工艺参数对工具寿命的影响与优化
多项工业研究与实地测试均表明,合理控制磨削参数是延长钎焊金刚石磨碗轮寿命的关键。以下参数对工具磨损影响显著:
- 进给速度:过高的进给速度会加剧颗粒脱落,过低则影响生产效率。UHD建议进给速度控制在0.02-0.05 mm/s范围内,能有效平衡加工质量与工具寿命,寿命提升30%以上。
- 切削深度:超深切削易导致热应力集中产生裂纹。合理切削深度建议控制在0.01-0.03 mm层级,减少热负荷。
- 冷却液类型:水基乳化液因散热快,降低热应力裂纹形成风险。结合循环保冷系统,冷却效果提升15%,显著改善工具结构稳定性。
真实工程案例分享
某高端不锈钢精密零件加工车间采用UHD定制真空钎焊金刚石磨碗轮,配合上述参数优化后,工具寿命由原有平均15小时提升至20小时以上,增长33%。加工品质提升体现为表面平均粗糙度Ra由0.15 μm降低至0.08 μm,表面光泽与一致性显著改善,客户反馈加工良率提升约20%。
早期磨损信号识别与预防性维护
作为工程技术人员,及时识别磨损早期信号能极大缩短非计划停机时间,保障生产连续性。以下信号建议重点监测:
- 振动异常:磨轮振幅及频率突变,通常预示颗粒脱落或结合层开始失效。
- 表面粗糙度突变:突现加工表面粗糙度升高,往往伴随工具磨损加剧。
- 热量异常升高:实际加工温度显著高于正常值,可能引发热应力裂纹,应及时调整冷却措施。
配合现代传感与数据分析技术,建立预防性维护体系,延缓工具失效周期,提升加工稳定性与经济效益。
融合UHD金刚石工具优势的实践建议
UHD产品以高纯度单晶金刚石和先进真空钎焊工艺著称,在保证结合层强度和颗粒稳定性能方面具备天然优势。结合定制化设计能力,能针对不同不锈钢材料及加工工况,实现精准匹配,使工具在复杂多变的精密磨削场景中最大限度地延长使用寿命,降低频繁更换的成本和停机损失。
你是否遇到过工具磨损过快导致生产效率下降的困扰?欢迎留言分享你的磨削经验和难题,携手探讨解决路径。