

铸铁零件精磨是制造高精度机械部件的重要环节,常见的问题如裂纹和烧伤严重影响加工质量和成品率。裂纹主要源于磨削过程中热应力积累与材料基体热传导特性的差异。灰铁和球墨铸铁在基体结构上存在显著差异,这直接决定了它们的热传导能力和应力分布状态。灰铁具有片状石墨和较高的热导率,磨削热较易散发;而球墨铸铁石墨呈球状,热导率相对较低,热量更易在局部聚集,增加裂纹产生风险。
在铸铁件精磨过程中,磨削热由摩擦和塑性变形产生,温度峰值可超过350℃。若未有效控制热量传导与散逸,局部热应力超出材料极限,导致微裂纹甚至表面烧伤。研究表明:灰铁的热导率约为50~70 W/(m·K),球墨铸铁约为30~40 W/(m·K)。因此,球墨铸铁的热集中特别明显,加之球状石墨结构在热胀冷缩中产生的应力点聚集,是烧伤率较高的关键原因。
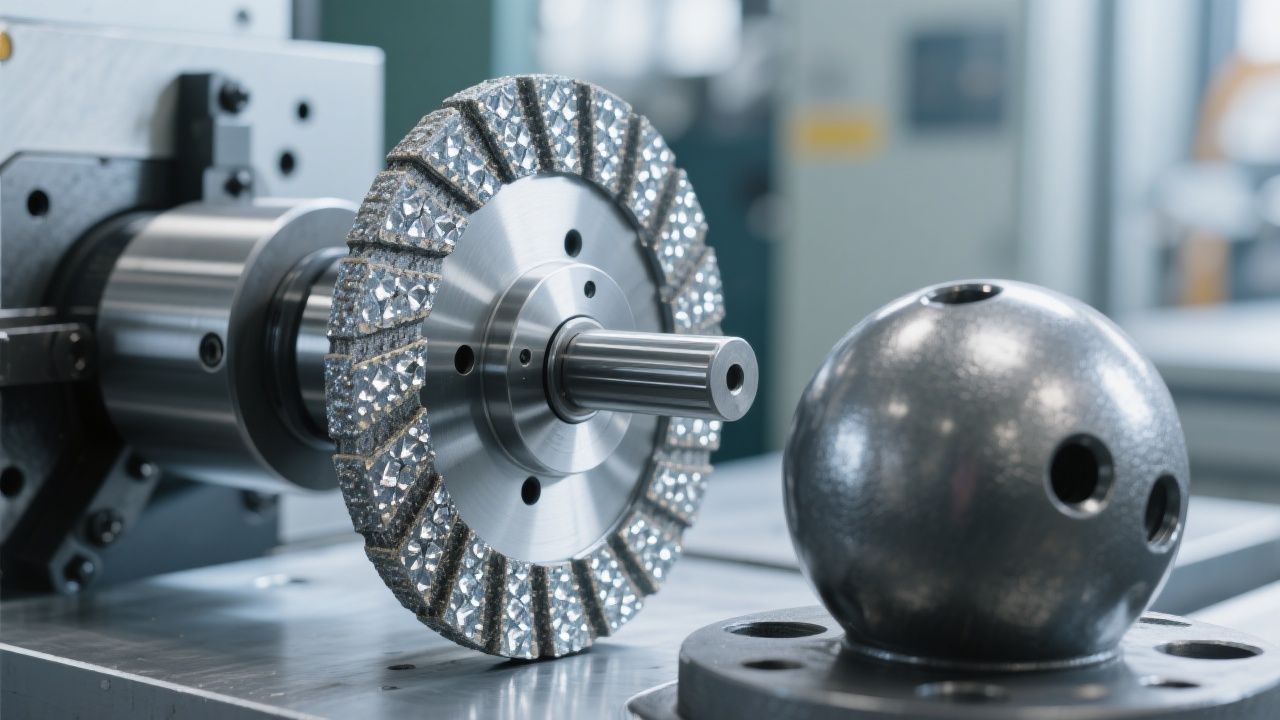
UHD超硬材料工具有限公司开发的曲面钎焊金刚石磨板,凭借其优异的热稳定性和耐磨性,为铸铁精磨提供了可靠的解决方案。特别针对灰铁与球墨铸铁基体属性,UHD设计了不同金刚石浓度与粒径的组合策略:
除了磨具本身,合理的预处理流程及磨削参数是防止裂纹、烧伤的关键。UHD推荐以下工艺方案:
根据GB/T 6009-2017《铸铁磨削技术规范》标准,控制磨削热及合理选型磨具浓度粒径,可使裂纹率降低至0.5%以下。某汽车零部件制造商采用UHD钎焊金刚石磨板后,粗抛、精磨烧伤率从2.5%降低到0.3%,成品率提升近20%。此成功案例证明科学选型和工艺优化的结合,能有效解决铸铁磨削工艺中的难题。
| 项目 | 建议参数 | 备注 |
|---|---|---|
| 预热温度 | 60℃ ±5℃ | 避免内部热应力骤变 |
| 冷却液类型 | 水基复合冷却液,含添加剂 | 兼顾冷却与防腐蚀 |
| 切 深 | 0.01-0.03 mm | 降低热量产生 |
| 磨削速度 | 25-35 m/s | 视材料类型微调 |
UHD紧跟行业前沿,深耕铸铁精磨技术创新,助力制造企业攻克裂纹与烧伤难题。持续优化的钎焊金刚石磨具,结合科学磨削参数与冷却技术,是提升产品稳定性与工业级高精度陶瓷加工的坚实保障。专业技术团队期待与您携手,共创铸铁精磨领域的卓越未来。




.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)


















