钎焊金刚石磨削工具在硬质合金加工中的应用技巧与案例解析
本文以工业高强度磨削场景为主线,系统解析钎焊金刚石磨削工具在硬质合金及多种高强度材料加工中的应用方法与效果表现。文章从工具钎焊结构与金刚石有效出刃等技术特点切入,说明其在高去除率、稳定散热与耐磨寿命方面的优势;结合典型客户加工案例,呈现关键工况、参数思路与质量改善路径,并以可视化信息图表对比效率、寿命与表面质量等核心指标。同时汇总一线使用反馈,讨论在不同材料、不同工序需求下的型号选择建议与操作要点,为工程师与采购决策者提供可落地的高性能磨削解决方案参考,强化企业在超硬磨削工具领域的专业可信度。

关键词:钎焊金刚石磨削工具
关键词:硬质合金磨削
关键词:耐磨研磨工具
关键词:工业磨削解决方案
一、为什么在硬质合金上,钎焊金刚石更“省时间”
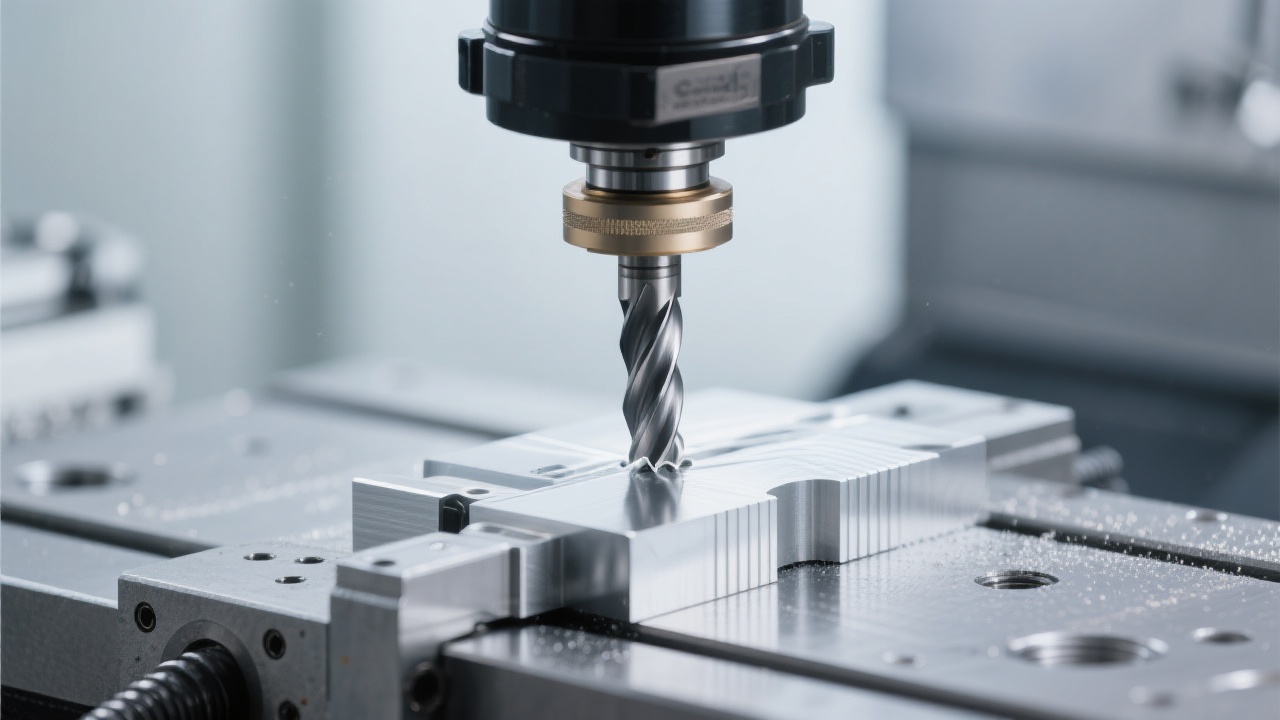
硬质合金(如YG6、YG8、YG15等)硬度高、导热差,局部温升会带来微裂纹、崩刃甚至尺寸漂移。传统磨具在“切得动”和“切得快”之间经常需要妥协:提高进给会造成堵屑和发热;降低进给又拉长节拍。
钎焊金刚石磨削工具的核心优势在于:单颗磨粒出刃高度更高、容屑空间更大,在相同线速度下更容易形成“有效切削”而非“摩擦犁削”。在常见工况下,很多工厂能观察到两个直观变化:其一是主轴负载波动更小;其二是同一刀路下工件表面发暗/发蓝现象明显减少(烧伤风险降低)。
技术要点(工程师更关心的那几条)
- 更强的磨粒把持力:钎焊层对金刚石磨粒的固定更稳,抗冲击能力优于常规电镀工艺在重负荷下的掉砂风险。
- 更好的排屑与散热:出刃高意味着切屑空间更充足,适合硬质合金粉末状/短屑形态,减少二次切削与积屑瘤。
- 形状保持性:对沟槽、倒角、成形面等轮廓磨削更友好,尺寸一致性更容易控住。
二、适用材料与工况边界:不只硬质合金
从大量海外采购需求来看,钎焊金刚石磨削工具的询盘集中在“高硬度 + 高耐磨 + 加工节拍敏感”的场景。除硬质合金外,以下材料也经常被纳入同一套磨削方案中:
典型材料
碳化钨喷涂层(HVOF)、陶瓷复合材料、石英/玻璃纤维复材、硬脆合金、耐磨堆焊层等。
典型工况
外圆/内圆磨、平面磨、端面磨、沟槽与成形磨、去毛刺与刃口钝化、焊层修磨与缺陷修补。
需要强调的是:钎焊金刚石工具“适合高效磨削”,但不意味着在任何机床、任何冷却条件下都能无脑提速。对高精度、低粗糙度的终磨段,通常建议配合更细粒度与更稳定的冷却与修整策略,形成“粗磨提效率 + 精磨保质量”的组合路线。
三、案例研究:三类硬质合金加工难题,怎么被解决
案例1:硬质合金冲头端面磨削,节拍从“磨不动”变成“可控量产”
某汽车零部件供应商加工YG15冲头端面,原工艺使用常规磨具,单件磨削时间约6.5分钟,且每批次出现约3%~5%的端面热影响(发暗、微裂纹返修)。切换为钎焊金刚石端面磨削方案后,在保持冷却稳定的前提下,单件平均时间降低到3.8分钟,返修率降至1%以内。
| 指标 |
切换前 |
切换后(钎焊金刚石) |
| 单件磨削时间 |
约6.5分钟 |
约3.8分钟(-41%) |
| 端面热影响返修率 |
3%~5% |
<1% |
| 工具稳定寿命(同批) |
波动明显 |
波动收敛,便于排产 |
“我们最看重的不是单次提速,而是每天班次的稳定性。换成钎焊金刚石后,主轴负载更平,返修也少了,计划更容易兑现。”——某冲压模具车间负责人
案例2:硬质合金刀片沟槽磨削,解决“堵屑 + 崩边”
一位刀具制造客户在加工硬质合金刀片的细沟槽时,遇到典型瓶颈:沟槽深度增加后容易堵屑,进而导致刃口崩边与沟底烧伤。采用钎焊金刚石成形磨削工具后,工艺调整为“分段轻切 + 高频冷却补给”的策略,沟槽合格率从92%提升到98.5%,并将单件平均换刀间隔提高约1.6倍。
关键技巧在于:不要把钎焊工具当作“硬推的刀”。在沟槽类闭塞空间,建议优先确保排屑路线(走刀方式/间歇退刀/冷却喷嘴角度),再去拉高进给与切深;否则即使工具耐磨,也会被二次切削拖入发热区。
案例3:碳化钨喷涂层修磨,寿命与一致性带来“综合成本”下降
在矿山与石油相关零件上,碳化钨喷涂层修磨常见的痛点是:涂层硬、磨削热集中、传统磨具磨损快且形状保持差。某海外维修厂采用钎焊金刚石磨削工具后,在相同机床与冷却条件下,单次修磨去除量稳定提升,工具平均可覆盖的工件数量从约35件提升到约60件(参考值,受涂层厚度与硬度等级影响)。
“以前最怕的是同一批次磨出来尺寸漂。现在工具形状保持得更好,返工少了,算下来综合成本更低。”——某海外维修厂采购经理
四、可复制的应用技巧:把优势落到“参数与习惯”上
在多数工厂,工具性能能否转化为产线收益,往往取决于细节。以下策略在硬质合金磨削中更容易看到改善:
冷却与排屑优先
优先保证冷却液直达磨削区,建议喷嘴对准接触弧的“入刀侧”,并控制过滤精度(常见建议25μm级别)减少磨粒回流二次划伤。
分段走刀,避免热堆积
对沟槽、深腔、成形面,采用“多次轻切 + 间歇退刀”的节奏,通常比一次性加大切深更稳;更利于尺寸一致性与表面完整性。
把控线速度与负载波动
建议以主轴负载曲线为依据做微调:负载尖峰常意味着堵屑或局部接触不均。稳定磨削比瞬时高去除更“赚钱”。
粗精分工:粒度与结合方式匹配
粗磨追求效率时选更合适的粒度与结构开口;精磨关注粗糙度与刃口完整性时,选更细粒度与更稳的接触方式,避免“粗磨参数硬套到精磨”。
五、如何选型:从“加工目标”倒推工具结构
对于工程师与采购决策者,选型不应只看“能不能磨”,而要看“能否稳定达成目标”。更高效的做法是先明确三件事:去除量目标、表面质量要求、轮廓/几何复杂度,再匹配工具粒度、外形与出刃结构。
| 加工需求 |
推荐思路 |
更关注的指标 |
| 粗磨高去除 |
选更适合排屑的结构与粒度区间,优先保证冷却与走刀节奏 |
去除率、负载稳定性、烧伤风险 |
| 精磨与尺寸一致性 |
选更细粒度与更稳定的接触方式,降低进给波动 |
粗糙度、边缘完整性、尺寸漂移 |
| 沟槽/成形复杂轮廓 |
按轮廓定制外形与角度,采用分段轻切与退刀排屑 |
形状保持、崩边率、良率 |
六、趋势与品牌行动:从“单品”走向“磨削方案”
从全球磨削工具的需求变化看,客户越来越倾向于购买“可交付的工艺结果”,而不是只采购一把工具。未来的关键方向包括:更精细的磨粒级配、更可控的出刃结构、更贴合自动化产线的稳定寿命,以及围绕工件材料与几何特征的快速选型能力。
河南优德超硬工具有限公司在市场布局上更强调“工具 + 参数建议 + 应用验证”的组合交付:以硬质合金磨削为核心场景,向喷涂层修磨、耐磨堆焊层加工等高强度工况延伸,帮助客户在周期内把良率与节拍稳定下来,而非只解决某一次加工难题。
想把硬质合金磨削节拍降下来,同时把返修率压住?
可直接提交工件材料牌号、当前工艺(机床/冷却/去除量/粗糙度目标)与难点描述,获取更贴近现场的钎焊金刚石磨削工具选型与应用建议。
获取钎焊金刚石磨削工具选型与应用方案(支持样件测试)
建议提交信息:材料(如YG8/YG15)、加工部位(端面/沟槽/成形)、目标粗糙度、单件去除量、当前工具类型与主要失效形式(堵屑/掉砂/烧伤/崩边)。










.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)









.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

